
Do You Powder Coat or Paint?

A little bit of a primer
Although powder coating was invented decades ago (1950s–60s), its broader adoption and popularity in industries such as architecture, automotive, and manufacturing have accelerated significantly over the past 10 to 20 years, driven by technological advancements and improved cost-effectiveness. As a result, powder coating has experienced dramatic growth across a wide range of sectors—from architectural aluminum extrusions and outdoor furniture to automotive wheels and industrial equipment.
Unlike traditional liquid paint, powder coating involves applying a dry powder (typically a thermoset or thermoplastic resin with pigments and additives) to a substrate, then curing it (via heat, UV, or other means) to form a strong film with thermal curing in a convection oven being the most widely used method.
From an application viewpoint, the decision to use powder coating is best guided by the following favorable conditions:
Durability and environmental exposure: When you have parts that must endure outdoor exposure, frequent abrasion, or chemical corrosion, powder coatings (especially thermoset polyester or fluoropolymer types) offer excellent weather resistance.
Large‑volume, consistent production: Because powder coatings can be applied in a controlled electrostatic spray process (with overspray often recoverable) and then cured in ovens or other controlled systems, they can be cost‑effective for batch runs.
Need for thick, uniform film: Powder coatings can achieve comparatively thicker film builds in a single pass compared to many liquid paints, which is useful for enhanced protection or hiding substrate imperfections.
Desire for more environmentally friendly/low‑VOC finishing: Many powder coatings are solvent‑free in application, which is a significant advantage in stricter regulatory environments and for sustainability.
Brief Historical Creation Story
Powder coating was first developed in the 1950s in Germany by Dr. Erwin Gemmer, who patented a fluidized bed application process. His method involved heating metal parts and dipping them into a bed of thermoplastic powder, which would melt and adhere to the surface. This innovation came at a time when industries were seeking more durable, efficient, and environmentally responsible alternatives to liquid paint — which often contained high levels of volatile organic compounds (VOCs).
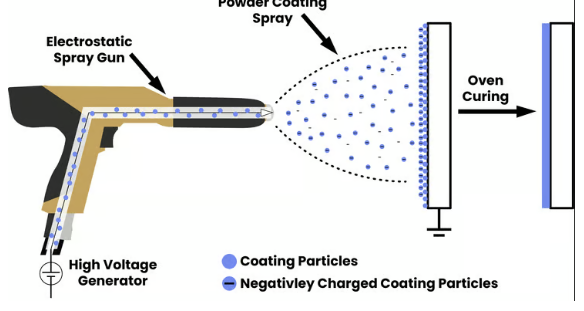
By the 1960s, the electrostatic spray process (still widely used today) was introduced, allowing dry powder to be applied more evenly to complex surfaces using an electrostatic charge. This advancement significantly broadened the industrial appeal of powder coating, making it suitable for mass production and a wide variety of applications.
Why Use It (Paint vs Powder Coating)
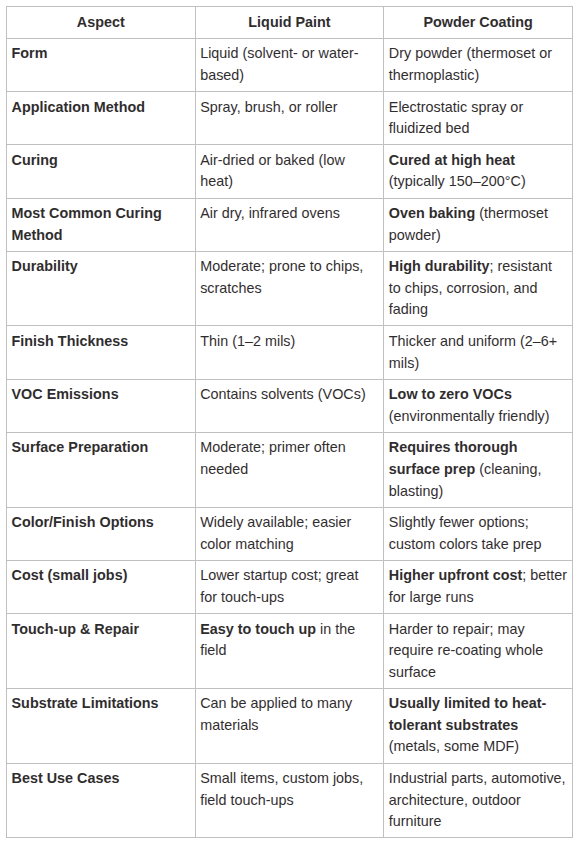
When deciding between paint and powder coating for your finishing needs, it’s important to understand the key differences in their application, durability, environmental impact, and cost. Both methods offer unique advantages and are better suited to specific use cases depending on factors like material type, production volume, and performance requirements. The following chart breaks down the main distinctions to help you choose the right coating method for your project.
From personal experience, we often default to paint over powder coating for many of our products, primarily due to its greater flexibility and compatibility with the varied sizes and materials we work with. We've also generally found that auto body shops provide faster turnaround times than powder coating facilities. That said, each project is different, and the best choice often depends on the specifics of the job—so while these observations reflect our experience, they may not apply universally.
Types of Powder Coating & Their Process
Understanding the types of powder coating—and how they differ in formulation, process, and performance—is key to selecting the right system. Many people tend to think of powder coating as a single, uniform process—especially if they haven't gone through it before—which is a common assumption with many types of surface coatings. However, gaining a deeper understanding of both the different powder types and their specific application methods can dramatically influence not only the engineering decisions we make, but also how effectively we implement those designs in the real world.
1. Thermoset Powder Coatings
Thermoset systems use powders that, when heated during the curing process, undergo chemical cross-linking to form a permanently hardened polymer film. This cross-linked structure provides exceptional mechanical strength, color stability, and resistance to scratching, fading, and chipping—making thermoset coatings significantly more durable than many traditional paints, especially in demanding environments. A common real-world example of this is outdoor electrical enclosures, where long-term exposure to weather, UV light, and temperature fluctuations demands a tough, reliable finish.
Common materials: Epoxy, Epoxy‑Polyester hybrid, Polyester (TGIC hardener), Acrylic, Urethane, Fluoropolymer.
Key characteristics:
Once cured, they cannot be re‑melted; the chemical bonds make the film very hard and durable.
Good weatherability (especially polyester, fluoropolymer) and corrosion resistance.
Can become brittle if applied too thickly or under high stress.
2. Thermoplastic Powder Coatings
Thermoplastic powder coatings are made from plastic resins that melt, flow, and then solidify upon cooling, forming a durable protective layer. Unlike thermoset coatings, they do not undergo chemical cross-linking during curing, which means the coating can be reheated and re-melted — a physical transformation rather than a permanent chemical change. This gives thermoplastics excellent impact resistance, flexibility, and moisture protection, making them ideal for environments where durability and corrosion resistance are critical.
A great example of this is in the retail fixture and commercial food storage industry, where steel wire shelving is often coated with nylon-based thermoplastic powder. These coatings provide a thick, smooth, and sanitary finish that holds up against frequent handling, cleaning, and exposure to humid or refrigerated environments. The flexibility of the coating also helps prevent chipping and cracking when the metal flexes slightly under load — a common occurrence in high-traffic retail or kitchen settings.
Examples: Nylon (polyamide), PVC, Polyethylene, Polypropylene.
Key characteristics:
Can achieve thicker coatings and more flexibility compared to some thermosets.
Because they aren’t chemically cross‑linked, they can be reheated or re‑melted (though that can be a disadvantage in high‑temperature exposure).
Typically chosen when impact resistance, flexibility, or thicker film is more important than extreme heat‑resistance.
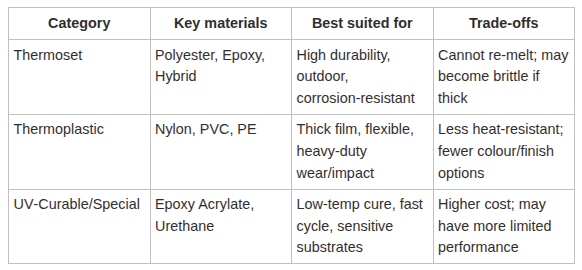
Summary Table
3. UV‑Curable (or Other Specialty) Powder Coatings
A newer category of powder coatings, UV-curable powders cure rapidly under ultraviolet (UV) light after the powder has melted and flowed—rather than relying solely on traditional thermal oven curing. These coatings began to emerge more prominently in the early 2000s, gaining attention as industries sought faster, more energy-efficient curing processes that could reduce oven dwell times and expand the range of heat-sensitive substrates that could be coated. A prime example is found in the consumer electronics industry, where UV-curable powders are used to coat plastic housings for portable devices such as smartphones, tablets, and wearable technology. These housings are typically made from ABS plastic or polycarbonate components, materials that can deform under the high heat of conventional curing ovens, making UV curing an ideal solution.
However, based on our own experience, implementing UV-curable systems requires careful planning during the engineering phase. One of the most critical limitations is that UV light must be able to reach every coated surface directly in order to cure the powder. If the geometry of the part creates shadows, recesses, or obstructed areas, those sections may remain uncured—leading to adhesion failure, poor performance, or even scrapping of parts. This limitation can introduce significant challenges in product design and process layout, particularly for parts with complex shapes or internal cavities.
Key characteristics:
Lower curing temperatures and faster cycle times.
Useful for substrates sensitive to high heat (e.g., certain plastics, MDF, wood frames) or applications where quick cure is needed.
Often more expensive, and may have different performance trade‑offs.
When Not to Use Powder Coating
While powder coating offers many advantages, there are clearly situations where it is not the best choice. As an engineer, I usually focus first on determining the best procedure and then justifying why it should be used. However, with surface coatings, I like to emphasize why we should want to use powder coating in the first place. It’s not always sold or implemented correctly, and without the right approach, it can lead to significant issues.
A great example from my experience involved rapidly building and iterating on custom enclosures using a thermoset powder coating. We didn’t anticipate that the fast-paced, iterative process would prevent the manufacturer from establishing a proper quality assurance process. This oversight led to “runs” — defects in the coating — on the final product. Because of the irreversible nature of the thermoset curing process, these defects couldn’t be easily fixed or reworked, which would have been a very different story if we had used paint or a thermoplastic coating. This example highlights why careful consideration and correct implementation are crucial when choosing powder coating.
Situations Where Powder Coating May Be Unsuitable
Heat‑sensitive substrates: If the part cannot tolerate the required curing temperature (often 150‑200 °C or more for many thermoset powders) then powder coating may damage the substrate or fail to cure correctly.
Tight dimensional tolerances: Since powder coatings tend to add film thickness (thicker than many liquid paints), if your component has very tight tolerance or sliding fits, the added thickness may interfere with assembly or fit.
Complex/fragile geometry or internal cavities: Some parts with deep recesses, blind holes, or very complex shapes may suffer from uneven coating or “Faraday cage” effects (especially with electrostatic spray). Powder coating may be less effective than liquid coatings in such cases.
Small or one‑off jobs / low volume: If your production run is extremely small, or you need frequent colour changes, the initial setup cost and curing infrastructure for powder may not be justified compared to liquid paint or spray coatings.
Repair/field‑touch conditions: If you anticipate frequent field repair, touch‑ups, or on‑site recoating, liquid paint may be more forgiving (e.g., spray‑on colours in the field) than a factory cure powder finish which may require re‑baking.
Colour matching / ultra‑thin finish required: If your specification requires ultra‑thin film, very fine finish tolerances, or highly specific colour matching with multiple coating layers, liquid systems may sometimes allow finer control.
Last Words
From an engineering perspective, selecting the right finishing process requires a structured decision framework, especially when considering powder coating. First, it’s essential to assess the environment in which the part will be used—if it will be exposed to outdoor conditions, abrasion, corrosion, or requires a long service life, powder coating often presents a strong case due to its durability.
Next, the substrate and process constraints must be evaluated: can the part withstand the curing temperatures involved, and does its geometry allow for effective electrostatic powder application? Production volume and logistics also play a critical role; understanding the run size is not just about price but about whether it justifies the investment in curing equipment and setup. It’s important to confirm that the parts can be handled through pre-treatment, powder application, and curing lines efficiently.
Selecting the appropriate powder type—whether thermoset, thermoplastic, or UV-curable—depends on the specific performance requirements and the resin and filler systems best suited for the application. Longevity and maintenance considerations are also key; while powder coatings typically offer excellent life and resistance, situations that require frequent repairs or changes might warrant alternative approaches.
Finally, it’s crucial to recognize when powder coating is not the optimal choice and to evaluate other finishing options accordingly. In sum, powder coating is a powerful and modern finishing method that delivers exceptional durability and environmental benefits, but it must be chosen with careful attention to substrate compatibility, part geometry, production volume, curing logistics, and maintenance needs.
At every stage, we strive to fully understand not just the production volume, but the specific objectives and justification for the chosen finish, ensuring that engineering decisions align with overall project goals.
About Landi Industries We help teams navigate the complexities of product development by sharing the hard-earned lessons of hardware engineering. From structural design to system architecture, our goal is to provide the roadmap for turning ambitious concepts into reliable physical products.
Stay in the Loop:
The Landi Handbook (Beehiiv): Our primary deep-dive newsletter for tactical engineering advice and hardware development strategies.
LinkedIn Newsletter: A medical-focused newsletter breaking down complex technical topics for non-technical professionals and stakeholders.
YouTube: Visual guides and technical walkthroughs covering the realities of the product development process.
Medium: Long-form articles exploring the deep "why" behind successful hardware and system design.
Work With Us: Need expert help with your next build? See our full range of services at LandiIndustries.com